电 话:0515-88491458
传 真:0515-88490233
联系人:孙 超
手 机:13605102362
Hotmail:Jason@ycxd.com
网 址:www.ycxd.com
地 址:江苏省盐城市盐都区郭猛镇人民东路1号
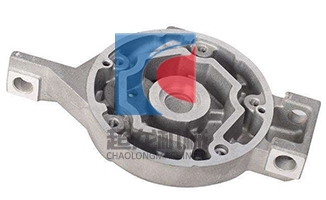
铸铁件通过之前的介绍大家应该很了解了,铸铁件在铸造的过程中会容易出现气孔的缺陷、角度的定位不准确等缺点,有这些缺点的存在长期的使用时便会出现机壳断裂的状况,对此在铸铁件投入使用之前要对其进行检测。
如果是中小型的铸铁件用户在检测时可以采用直接通电法、穿棒法、通磁法及线圈法进行检测,因为这类铸件尤其是熔模铸件,体积较小、重量轻便,加工量也很少,是采用直流或者脉动直流电流进行检测。
如何对铸铁件进行检测?
如果是体积较大的或者重量较重的铸铁件,用户检测时采用直流或者半波整流的便携式磁粉探伤机,对铸件的局部进行检测,由于体积较大,一般在两个互相垂直的方向上进行选取检测比较妥当。
在对铸铁件进行检测的过程中,不要在铸造后立即检测,因为铸铁件会存在铸造的应力,一些缺陷比如裂纹会延迟开裂,所以检测时间是铸造后的一到两天。铸铁件如果检测出来缺陷超过验收的标准被拒收,但是又可以允许其补焊时,进行补焊的过程中需要注意延迟裂纹的产生。
以上为大家介绍的就是铸铁件的相关内容,希望能够对大家有所帮助。
 备案号:苏ICP备15042911号
备案号:苏ICP备15042911号